Guide to Make CNC Turning Program
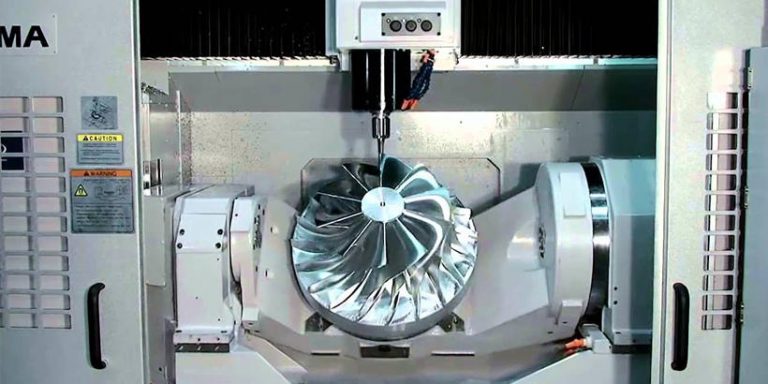
CNC machines are a combination of electronic infotech and standard machining procedures, making use of precision machinery, computer system, communication as well as more methods to provide an effective service for complex, specific, small-batch components production. Take the lathe machine as an instance, exactly how to make CNC turning programming with the FANUC0-TD system? Here we talk about the CNC lathe program ideas as well as approaches.
Table of Contents
Reliable and practical use intrinsic flow program
Make full use of the cycle program
- In FANUCO- TD CNC system, the CNC lathe has more than 10 sorts of reducing cycle processing directions, each direction has its own features, the machining precision of the workpiece after processing and their program methods are various. We need to very carefully assess as well as reasonably select in order to process high-precision parts.
- In Siemens system, there are standard machining cycles LCYC82 、 LCYC83 、 LCYC840 、 LCYC85 、 LCYC93 、 LCYC94 、 LCYC95 、 LCYC97, etc., amongst them, grooving cycle LCYC93, string cutting LCYC97 and also blank reducing cycle LCYC95 play a definitive duty in high-performance programs, specifically LCYC95 and LCYC93. As long as the starting point and also endpoint of the shape are provided, the components can be guaranteed to achieve the part illustration needs as well as process demands, a lot more significantly shows is practical as well as fast. It is required to comprehend the set cycle program directions of the machine tool when operating the CNC machine device. As long as it is flexibly and thoroughly made use of, the shows debugging time can be reduced when refining small set components, so regarding boost the show’s performance and manufacturing effectiveness.
Use in practice
In the real CNC turning procedure, a particular set processing procedure frequently takes place repeatedly. This part of the operation can be created right into subroutines, stored in memory ahead of time, and called any time according to the requirement, to ensure that the shows end up being easy and also quick.
Select a proper feed (device) path
The feed path is the motion track of the reducing tool in the whole machining process, that is the path the tool travels through starts feeding on the setup indicate to go back to the factor when the machining program is finished.
Try to reduce the device path, decrease the vacant traveling as well as enhance the production effectiveness
- Use the beginning point masterfully. As an example, in the cycle processing, according to the real handling scenario of the workpiece, different the tool starting point and device setup factor. Under the facility of ensuring safety and security and fulfilling the device, modification requires, the device starting factor ought to be as close to the workpiece as feasible to decrease the still tool travel, reduce the feed path, as well as conserve the implementation time in the machining procedure.
- When harsh machining or semi-finishing machining, the empty allocation is large, so the appropriate cycle handling approach needs to be adopted. Taking into consideration the rigidity of the parts to be processed and also the handling innovation needs, the fastest cutting feed path ought to be embraced to lower the still stroke time, enhance the manufacturing performance and also minimize the device wear.
Ensure the security of the processing process
Prevent the disturbance between the tool and the non-machined surface, as well as prevent the accident between the workpiece and the tool. If the work surface requires to be machined when experiencing a groove, it should be noted that the feed and hideaway factor ought to be perpendicular to the groove instructions, and the feed price can not be “G0”. “G0” command must avoid “X, Z” relocating at the same time.
Fairly call motion guidelines to minimize program sections
According to specific geometric elements (straight line, oblique line and arc, and so on), work out the corresponding processing program, which comprises each program segment of the machining program. In the actual manufacturing procedure, a certain fixed processing procedure frequently happens continuously. This part of the operation can be created into subroutines, saved in memory beforehand, as well as called any time according to the demand so that the shows come to be quick and simple.
Flexibly use special G-code, ensure the CNC parts machining top quality and accuracy
Return to Machine No Factor- G28, Bed Leveling- G29
The reference factor is a fixed point on the machine tool. The tool can be quickly moved to this position through the recommendation point return function. In sensible processing, the precision of items can be improved by masterfully using the guideline of going back to the referral point. In order to make sure the machining precision of the main measurements, the device can go back to the referral point prior to machining the main dimension, and afterwards go to the machining setting once again. The function of this method is actually to re-inspect the benchmark to identify the dimensional accuracy of machining.
Dwell Time- G04
- Temporarily limit the procedure of the machining program.
- In order to reduce the driver’s misoperation caused by exhaustion or frequent buttons, the G04 command is made use of as opposed to the startup of the first part. The part handling program is created as a cycle subroutine, and the G04 guideline is made in the main program calling the cycle subroutine. The strategy stops M01 guideline is chosen as the end or check of the program if needed.
- When touching the main string with a tap, it is essential to touch the string with an elastic cylinder chuck to make certain that the faucet will not break when touching the base of the thread. A G04 delay command is set at the base of the thread to make the tap perform the nonfeed cutting.
Step-by-step shows- G91, Absolute programming- G90
Incremental programming takes the placement of the tool suggestion as the coordinate beginning, and the tooltip relocates relative to the coordinate beginning to program. In the whole process of machining, absolute shows have a fairly consistent reference factor, that is, coordinate beginning, so its advancing error is smaller than that of family member programming. In CNC turning, the precision of the radial measurement of the work surface is greater than that of the axial measurement. Absolute programming is better for radial measurement in programs. Taking into consideration the ease of machining, relative shows is taken on for axial measurement, but absolute programming can additionally be made use of for essential axial measurement.